円筒研削の研削方法について教えて下さい。
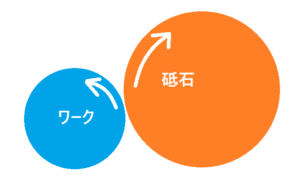
円筒研削とは、高速で回転させた砥石に、逆方向に回転させたワークを押し当てて、ワークの表面を少しずつ削り取っていく加工のことをいいます。
ワークを固定して少しずつ削り取るため、高い精度を出すことが出来ます。
円筒研削盤は次のような構造になっています。
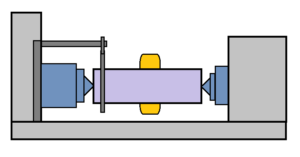
ワークの両センターを「主軸台」と「心押し台」で指示して、ケレ(回し金:主軸の回転に応じてワークを回転させる治具)を取り付け、砥石とワークを回転させて研削を行います。
両センターを押さえることが出来ない形状のワークの場合は、センターレス研削という別の研削方法を用いる場合もあります。
円筒研削盤では、ワーク台が軸方向に、砥石がワークの径方向に動きます。
この円筒研削盤を用いた研削方法には、①トラバース研削、②プランジ研削、③アンギュラ研削 の3つがあります。
①トラバース研削
トラバース研削では、砥石の切り込み量を固定し、ワークを主軸方向に動かして研削します。
砥石幅よりも長い製品の研削などに用いられます。何往復もすることで、面粗度も向上しやすい研削方法です。
②プランジ研削
プランジ研削では、ワーク台を固定し、砥石でワークに切り込んでいくことで、ワークを研削します。
砥石幅よりも短いワークはこの方法で研削されます。砥石が連続的に切り込んでいくので加工効率が良いです。
また、研削の模様がアヤメにならないので、回転軸のシール面などにも頻繁に用いられる研削方法です。
(オイルシールと接触する面がアヤメ状だと、シールが切れて油漏れ等が発生する場合があります)
③アンギュラ研削
砥石に角度をつけたりアンギュラ砥石という砥石などを利用して、斜めに切り込む加工方法です。段付きのワーク形状で、外周面と端面を同時に加工することも出来ます。加工効率が良い一方、上記2つの研削方法と比較して精度や加工面の品位が落ちやすいことに注意が必要です。
円筒研削なら中村製作所まで!
円筒研削の御相談なら、豊富な実績を持つ中村製作所まで!
一貫生産対応により、研磨品をより調達しやすく。
研磨で精度が出せず、また材料や初工程から調達し直し…大幅な納期遅れに、面倒な費用負担の協議。
材料から調達する中村製作所は、そんな手間とストレスを軽減します。
お気軽にご相談ください。