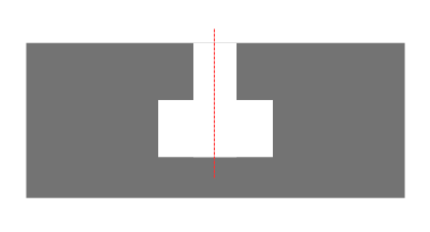
T溝とは、横から見た断面がアルファベットのTをひっくり返したような形状をしている溝です。
溝の底部分の広がっているところにナットやボルトの頭部を入れることで、ネジによる固定ができるようになります。
T溝の加工方法を見ていきましょう
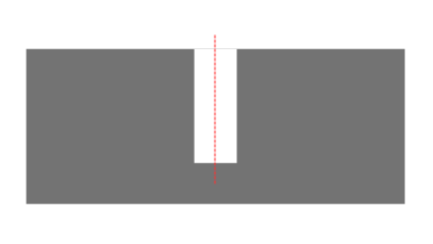
①フライスやスクエアエンドミルで溝を掘る
まず、通常溝を掘るときと同じように、フライスやエンドミルで溝を掘ります
②Tスロットカッターと呼ばれる専用の刃物を使用して、T部分の溝を掘る
次に、Tスロットカッターと呼ばれる専用の工具を使用して、溝部分を掘り進めていきます
Tスロットカッターはこのような工具です

T溝の加工条件を計算する時は、
実際に加工する際の切り込み量とTスロットカッターのそうめん切削条件の切り込み量の比から、送りを落として加工します。
【切り込み量算出】
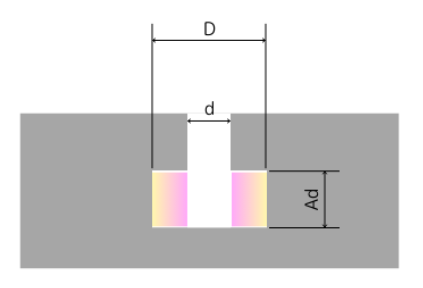
例えばスクエアエンドミルで幅dの溝を加工した後、刃径DのTスロットカッターでT溝を加工する場合、
切り込み量は D-d となります。
【側面加工の切削条件】
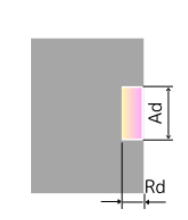
使用するTスロットカッター径の側面切削条件から、該当する被削材の以下の項目を確認します。
回転速度:N、 送り速度:Vf、 切込み量:Rd
【T溝加工切削条件】
T溝切削条件は次のようになります
回転速度:N、 送り速度:Vf * Rd / (D-d)
例えば、既に8mmの溝が掘られている部分に、
Tスロットカッター径15で、下記の条件でT溝を掘る場合
回転速度 340min-1、 送り速度55m/min、 切込み量1.5mm
回転速度は 340min-1(そのまま)
送り速度は 55 * 1.5 / (15 – 8) = 12mm/min となります。
切り込み量が少なければ、工具の折損トラブルが減少します。
お困りの案件がございましたら、お気軽にご相談ください!