2026.03.09
T6処理を施す前(F材)と後(T6材)では、その機械的性質に劇的な差が生じます。以下の表は、金型鋳造品における代表的な数値比較です。
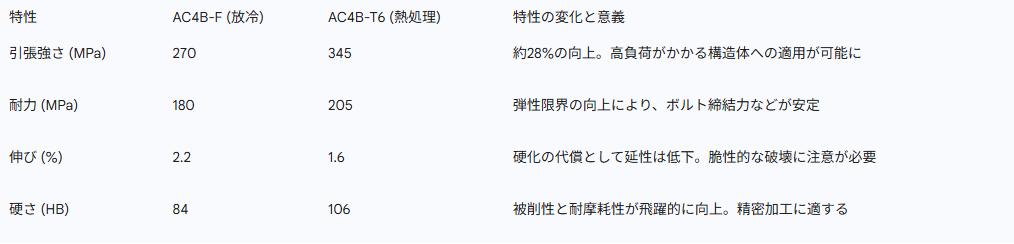
106 HB という硬度は、アルミニウム合金としては比較的高い部類となり、旋削やミーリングにおいて工具刃先にアルミが溶着するのを防ぎ、良好な仕上げ面(面粗度)を得るために極めて有利な条件となります。
2025.12.25
切削加工の難易度と特性
STKM13Aの切削における最大の課題は、その「粘り」の強さにあります。
低炭素鋼は塑性変形しやすいため、切削時に切りくずが連続して発生し、
工具やワークに絡みつくトラブルが起きやすいです。
特にSS400と同様、切りくずがもつれることで加工面の損傷や
自動化ラインの停止を招くリスクがあります。
仕上げ精度と加工条件
STKM13Aは比較的軟らかい材料であるため、
切れ味の鈍った工具を使用すると、
加工面に「むしれ」が生じやすい材質となります。
加工実績
産業用モーター部品に使用される
ステータスリーブの加工実績があります。
加工実績詳細は画像をクリックしていただけると
詳細ページに飛べます!

2025.11.27
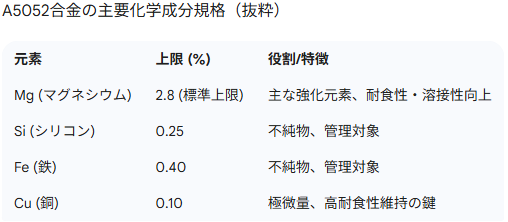
A5052の特性を決定づける主要な化学組成はマグネシウム(Mg)であり、強度と溶接性の向上に寄与します。
しかし、A5052の設計において特に注目するべき点は、銅(Cu)の含有量が厳格に管理されている所になります。
JIS及び関連規格では、Cuの含有量が0.10%以下に制限されています。
2025.11.27
・密度
A5052の密度はアルミニウム合金として一般的な水準であり、約2.68g/㎤です。この比較的低い密度は輸送用の機器や建築材料の軽量化要求を満たす上で重要な要素となります。
・熱伝導率
A5052は熱を効率よく伝える能力が高く、高い熱伝導率も有しています。この特性は、熱交換器や電子機器の冷却装置、特にヒートシンク等の排熱性能が求められる部品によく使用される理由となっています。
2025.09.19
SKD61はJIS規格にて「合金工具鋼鋼材」として規定されている熱間金型用合金鋼になります。
SKD61は日本独自の規格であり、化学組成と特性から世界各国の規格には直接的な同等品が存在します。
SKD61の成分表
炭素(C):0.35~0.42% ケイ素(Si):0.80~1.20% クロム(Cr):4.80~5.50% モリブデン(Mo):1.00~1.50%
バナジウム(V):0.80~1.15%
同等材
・ASTM規格(アメリカ):H13
└炭素(C):0.32~0.45% ケイ素(Si):0.80~1.25% クロム(Cr):4.75~5.50% モリブデン(Mo):1.10~1.75%
バナジウム(V):0.80~1.20%
・DIN規格(ドイツ):X40CrMoV5-1
└炭素(C):0.35~0.42% ケイ素(Si):0.80~1.20% クロム(Cr):4.80~5.50% モリブデン(Mo):1.10~1.50%
バナジウム(V):0.85~1.15%
・GB規格(中国):4Cr5MoSiV1
└炭素(C):0.35~0.45% ケイ素(Si):0.80~1.20% クロム(Cr):4.70~5.50% モリブデン(Mo):1.10~1.75%
バナジウム(V):0.80~1.20%