2025.05.13
深孔の用途によってはコストを抑えられることがありますので、
深孔の用途を教えて下さい。
相手部品を取り付ける必要がある深孔などの場合は、
ガンドリル等の工程が必要なので加工費が高くなることがあります。
一方、例えば深孔がエアー穴、径の大きい油穴などの場合は
多少孔が曲がっていても問題ないので、両端面からトンボで孔あけ加工行うことができます。
工程や段取り数を削減できるためコストの低減が見込めます。
中村製作所では、この他にも加工者の立場からコスト低減のご提案を積極的にさせて頂いております。
お気軽にお問合せ下さい。
2025.04.23
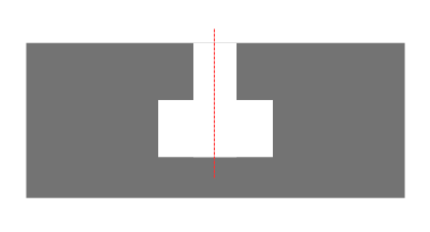
T溝とは、横から見た断面がアルファベットのTをひっくり返したような形状をしている溝です。
溝の底部分の広がっているところにナットやボルトの頭部を入れることで、ネジによる固定ができるようになります。
T溝の加工方法を見ていきましょう
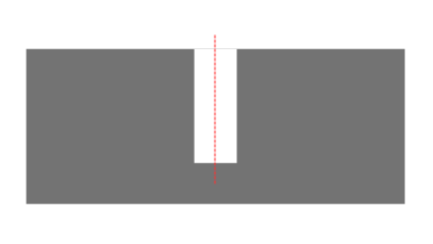
①フライスやスクエアエンドミルで溝を掘る
まず、通常溝を掘るときと同じように、フライスやエンドミルで溝を掘ります
②Tスロットカッターと呼ばれる専用の刃物を使用して、T部分の溝を掘る
次に、Tスロットカッターと呼ばれる専用の工具を使用して、溝部分を掘り進めていきます
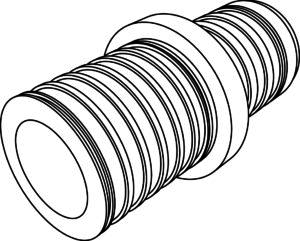
Tスロットカッターはこのような工具です

T溝の加工条件を計算する時は、
実際に加工する際の切り込み量とTスロットカッターのそうめん切削条件の切り込み量の比から、送りを落として加工します。
【切り込み量算出】
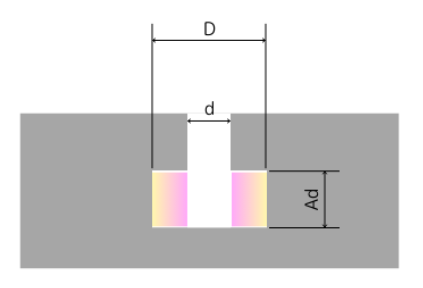
例えばスクエアエンドミルで幅dの溝を加工した後、刃径DのTスロットカッターでT溝を加工する場合、
切り込み量は D-d となります。
【側面加工の切削条件】
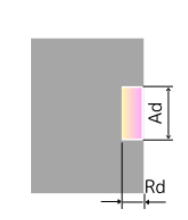
使用するTスロットカッター径の側面切削条件から、該当する被削材の以下の項目を確認します。
回転速度:N、 送り速度:Vf、 切込み量:Rd
【T溝加工切削条件】
T溝切削条件は次のようになります
回転速度:N、 送り速度:Vf * Rd / (D-d)
例えば、既に8mmの溝が掘られている部分に、
Tスロットカッター径15で、下記の条件でT溝を掘る場合
回転速度 340min-1、 送り速度55m/min、 切込み量1.5mm
回転速度は 340min-1(そのまま)
送り速度は 55 * 1.5 / (15 – 8) = 12mm/min となります。
切り込み量が少なければ、工具の折損トラブルが減少します。
お困りの案件がございましたら、お気軽にご相談ください!
2025.03.24
ヘリサートやエンザートは、製品にネジ穴を加工する際に、母材の摩耗や損傷を防ぐために用いられる「ねじインサート」の一種です。以下に、それぞれの特徴を解説します。
🔵 ヘリサート
ヘリサートは、金属製のスプリング状コイルで構成されており、独特の螺旋形状が特徴です。
使用する際は、まず専用の工具で母材にタップ(ネジ山)を立て、その穴にヘリサートを挿入します。挿入されたコイルがネジ穴の内側に食い込み、母材を補強する役割を果たします。
🔵 エンザート
エンザートは、外側と内側の両方にネジ形状を持つ、一体型構造のインサートです。ヘリサートのようなコイル形状ではなく、堅固な筒状の構造が特徴です。
外側のネジ部分が母材にしっかりと噛み合うことで、高い固定力と耐振動性を実現します。これにより、長期間の使用や高荷重がかかる条件下でも優れた耐久性を発揮します。
取り付けの際は、あらかじめ製品に下穴を開け、そこへエンザートを専用工具でねじ込むことで固定します。タップ加工は不要ですが、挿入には専用の工具が必要です。
エンザートは、金属や高強度樹脂製の部品、エンジンや機械部品など、信頼性と耐久性が求められる分野で広く使用されています。振動や衝撃に強いため、厳しい使用環境でも安定した締結が可能です。
中村製作所では、どちらのインサートにも対応可能です。
お気軽にお問合せ下さい。
2025.03.10
チャッキングとは、機械加工においてワークを「つかむ」こと
またはチャックはワークを掴むための装置のことを言います。
旋盤加工では、ワークを高速で回転させながら工具を押し当てて加工します。
そのため、このチャッキングが重要な技術ポイントになってきます。
チャッキングが弱いと、回転の勢いでワークが飛び出してしまったりして
製品がダメになるのはもちろんのこと、機械や作業者も非常に危険です。
かといって強すぎる力でチャッキングをしてしまうと、
製品が歪んで変形してしまうことになります。
適度なチャッキング方法、芯出し、チャック圧の見極めにはある程度の経験が必要です。
また、ワークをつかむ「チャック」には次のような種類があります。
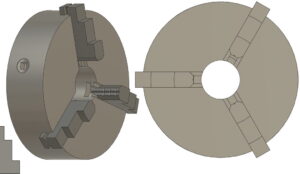
🔵三つ爪チャック🔵
最も一般的なチャック。スクロールチャックと呼ばれるチャックで、チャックハンドルで爪の開閉を行うと、
3つの爪がそれぞれ連動して動きます。
スクロールチャックはワークを素早くチャッキングできるという利点があります。
🔵四つ爪チャック🔵
四つ爪チャックは、インデペンデントチャックとよばれるチャックで、4つの爪がそれぞれ
独立して動きます。
この性質を利用して、偏心加工を行う際のワークのチャッキングに用いられたり、
正確に芯出しをしたい場合、ブロックなどの角ものを旋盤加工したい場合などに用いられます。
芯出しにコツがいるチャックです。

🔵コレットチャック🔵
コレットチャックは、スリットで割った円筒でワークを包み込む用にチャッキングするので、1点にかかる圧力が少なく済み、
ワークを傷つけたり歪ませることなく加工が可能です。
チャッキングの工夫により、薄肉の製品をビビりや歪み少なく加工することが可能です。
お困りの製品が御座いましたら、お気軽にお問合せ下さい。
2025.02.25
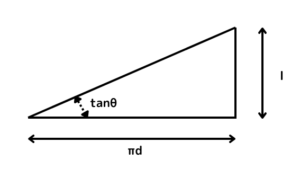
ねじを一回転させた時に、軸方向に進む距離のことを「リード」といいます。
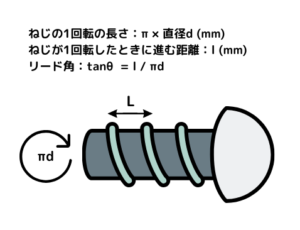
また、リードの長さとねじの円周が作る確度のことを「リード角」と言います。
一条ねじでは、ねじのピッチ(隣り合うネジ山同士の距離)とリードは等しくなります。
1回転すると1ピッチ分進みます。
多条ねじでは、1ピッチの間に複数のらせんがあり、1回転で進む距離がその分大きくなります。
2条ねじでは1回転で2ピッチ進み、3条ねじは1回転で3ピッチ進みます。
一般的に、ねじを高スピードで進めたい場合や、リードを大きくとりたいけれど強度が心配な場合などに
多条ねじは用いられます。
中村製作所でもNC旋盤を用いて切削加工でねじを加工しています。
お気軽にお問合せ下さい。
2025.02.25
「ねじ」とは、物を締め付けるためにつくられたらせん状の切り込みを言います。

ねじには沢山の呼び方や種類があります。
切り込みの形状や構造の違いからは
①三角ねじ
②台形ねじ
③角ねじ
④ボールねじ
があり、用途に応じて使い分けられます。
ねじ加工が施される場所によっても呼び方は変わります。
製品の外径や円筒に施す場合には「おねじ」
製品の内径や穴の内部に施す場合には「めねじ」といいます。
例えば、ボルトは雄ねじ、ナットは雌ねじになります。

また、一般的にねじは右に回せば閉まりますが、
左に回して占めるねじを「左ねじ」、「逆ねじ」 と呼ぶこともあります。
切り込みの形状についてもう少し詳しく見ていきましょう
①三角ねじ
三角ねじは、ねじ山が三角形の最も一般的なねじです。緩みにくいので、締結用に使用されます。
三角ねじには、メートルねじ、ユニファイねじ、管用ねじなどの種類があります。
また、メートルねじとインチねじには、並目ねじと細目ねじがあり、一般的に細目ねじの方が
肉厚の薄い製品の締結に向いています。
| ねじ種類 | 特徴 | 用途 | |
| メートルねじ | メートル並目ねじ | 緩みにくい | 締結用ボルト |
| メートル細目ねじ | |||
| インチねじ | ユニファイ並目ねじ | ||
| ユニファイ細目ねじ | |||
| 管用ねじ | 管用平行ねじ | 緩みにくい | 管の接続 |
| 管用テーパーねじ | 気密性が高い | ||
②台形ねじ
台形ねじは、ねじ山が台形のねじです。三角ねじに比べて摩擦力が弱いため、締結には向きませんが、高精度な加工が可能です。またバックラッシ(機械同士の連結部の、運動方向に設けられた隙間や遊び)が小さく、強度が高いため工作機械の送りねじに使用されます。
③角ねじ
角ねじは、ねじ山が90°のねじです。摩擦力が弱く精度も低いのですが、大きな伝達力を持つため、万力やジャッキに使用されます。
④ボールねじ
おねじとめねじの間にボールが入ったねじです。ねじが直線運動するときに、ボールが軌道から脱落しないようボール循環部が設けられています。このため、本体が大きくなるという問題がありますが、ボールが転がるため他のねじに比べて摩擦力とバックラッシが小さいという特長があります。
この特性を利用し、工作機械の精密な位置調整に利用されます。